
Jay is a recent addition to the Fox Valley Metrology Team. He is a graduate of the University of Minnesota – Twin Cities and has 18 years of Metrology Industry experience working in both sales and management capacities. Jay’s sales experience has been focused on optimizing measurement solutions for customers utilizing Coordinate Measuring Machines, Non-Contact Vision and Laser Systems and advanced Form & Finish Products.
Bridge or Portable CMM - Which is Right for You?

So you've identified you need to step up your inspection game and realized that a coordinate measuring machine (CMM) is right for you. Great!
Before you know it, you start digging into all of the options, getting into the fine print on every offering out there. All of a sudden, you don't know which way is up.
Sound familiar?
Beyond a shadow of a doubt, a coordinate measurement system to suit your requirements exists. But without even knowing where to begin, it can be a daunting task to find the right one.
The first major step in this process is defining whether a traditional bridge-style CMM or a portable CMM is right for you.
Before we dive into this, it is first important that you gain an understanding of exactly what the difference is between the two systems.
Bridge-Style CMMs
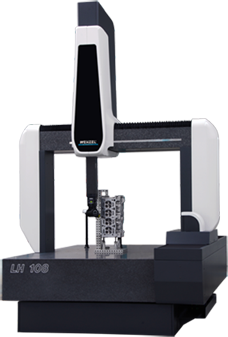

A bridge-style CMM is a very common measuring machine used for extremely accurately measuring the dimensional characteristics of a machined part. The machine is controlled either manually or via a computer and contains a very precise measurement probe. This probe is navigated in three axes (X, Y and Z) and scans the part being measured, generating a dimensional measurement from a zero programmed by the operator.
Portable CMMs


A variation of a bridge CMM, this machine is significantly smaller and portable. It contains a long arm consisting of several sections controlled manually by the operator, with a probe on the far end. This probe is manually navigated in three axes (X, Y and Z) and scans the part being measured, in a similar manner to that of the bridge CMM.
Selecting Your Best Option
The good news is, you can save yourself time evaluating what works best for you if you focus your investigative research on these three basic questions:
- What are your part tolerances?
- What is the size of parts you manufacture?
- How much throughput do you need?
By answering these questions in advance, you can save a great amount of time in defining the most optimal solution to suit your applications and budget.
Question 1 – What are Your Part Tolerances?
It cannot be overstated how important it is to have concrete knowledge of your organization’s tolerances when purchasing measurement equipment.
For example, are you measuring product down to within ±3 µ (0.0001 in.)? If so, you will need to make sure the CMM you’re considering can deliver that. In most instances, this tight of a tolerance will be skewed in the direction of a traditional bridge-style CMM.
However, if your tolerance requirements are less strict, the benefits and flexibility of a portable CMM may be appealing to you.
Question 2 - What is the Size of Parts You Manufacture?
The size capability of an inspection system has a direct correlation to its overall cost and complexity of implementation.
When considering a traditional bridge-style CMM, rest assured, there is a system available that will fit your needs. This is true, no matter if you are inspecting large engine blocks down to the tiniest gear. However, the practicality of a very large traditional CMM is somewhat limited. While machines large enough to measure an entire vehicle do exist, you must first have the facilities to accommodate such a machine. Additionally, each of these parts must then be brought to the CMM.
On the other hand, portable CMMs tend to be more valuable in the largest scale applications. They are significantly more flexible, as they don't require nearly as much physical space. Additionally, they can move about your facility, meaning your product does not need to be moved just for inspection. However, due to generally having less accuracy than their bridge-style counterparts, portable CMMs typically struggle in comparison on measurement of smaller parts.
Question 3 – How Much Throughput Do You Need?
If you are like most Quality Departments, you are being asked to inspect more and more, with fewer resources and in less time than ever. Because of this fact, getting equipment with adequate throughput is vitally important. Work smarter, not harder.
When it comes to bridge-style CMMs, the throughput is unparalleled. However, there are really two methods of control to consider when it comes to throughput: automated or manual.
For high-volume, repetitive situations, parts may be “palletized”. This means that parts can be measured one after the next with very little operator interaction. In this situation, an automated CMM is the best decision. This is because the CMM can be programmed to measure in high volume while the operator is free to perform other tasks.
On the flip side, if you are in a situation where you are routinely inspecting a low volume of numerous different parts, a manual bridge-style CMM may be your best bet. Your throughput is limited comparative to that of an automated CMM. However, you do not need to write a program for every part you see. This can be beneficial, if you do not expect to measure that part often in the future.
When it comes to portable CMM's, their throughput pros and cons are very similar to that of a manual, bridge-style CMM. Its strength is its flexibility; you don’t need a specific, pre-programmed routine to capture data.
Conclusion
So, what do you do with all of this information?
First and foremost, you need to do a thorough evaluation of your measurement requirements for size and accuracy. Then, you will need to decide which of the above questions matters most to you. In other words, define your purchasing criteria. Is accuracy the most important thing? Great. Think a bridge-style CMM. Are you measuring large components? Maybe a portable CMM is the right choice.
There is never a "one-size-fits-all" solution. At the end of the day, your unique requirements will determine what is best for you.
By sitting down and thinking through these questions, you can make the best decision the next time you are looking at purchasing a 3D coordinate measurement solution.
Interested in exploring these options further? Fox Valley Metrology can help. Please contact us today.
comments powered by Disqus